How to Choose the Right Press Brake Tooling
Complete Tool Selection Solution for Sheet Metal Bending
Selecting the correct press brake tooling is essential for achieving precise and stable sheet metal bending results. Even with advanced press brake machines, incorrect tooling selection can cause serious problems such as bending angle errors, surface marks, material cracking, or excessive tool wear.
Many sheet metal manufacturers understand their product design but are uncertain about which punch and die combination should be used. This guide provides a clear and practical tooling selection method used by professional fabrication engineers worldwide.
Press Brake Tooling Selection Process
The tooling selection process can be simplified into the following steps:
1-Determine material type and thickness
2-Machine Tonnage and Bending Force
3-Tooling Material and Surface Hardness
4-Select the appropriate V-die opening
5-Choose the correct punch geometry
6-Confirm bending radius requirements
7-Check minimum flange length
8-Decide between standard or custom tooling
9-Set up Efficiency and Quick-Change Systems
Following these steps helps manufacturers select tooling that ensures accurate bending angles, reduced material stress, and longer tool life.
1 -Identify Material Type and Thickness
Material properties significantly affect bending behavior.
Different materials require different bending considerations:
Material
Bending Characteristics
Mild Steel
Standard bending properties
Stainless Steel
Higher strength and springback
Aluminum
Softer but sensitive to surface marks
About Material
K-Factor
The K-Factor is a design parameter used to estimate how much a sheet metal part will stretch during bending. It defines the ratio between the neutral axis and the total sheet thickness. While it’s primarily a manufacturing value, understanding its role allows designers to better anticipate dimensional changes after bending.
K factor varies based on material properties (ductility and strength), inside bend radius relative to sheet thickness, bending method, and tooling precision.
Recommendations for K Factor:
Increase the K-factor for materials with higher ductility, such as copper and brass, to account for stretching.
Soft materials and sharp bends tend to push the neutral axis closer to the inside surface, lowering the K-Factor.
Use a larger K-factor if bending angles exceed 120° to compensate for material elongation.
A K-Factor of 0.5 implies that the neutral axis lies halfway through the material.
The table below shows recommended K-factors for the most common sheet metal materials and bending techniques.
Springback & Compensation Strategies
Sheet metal often tries to regain its original shape when the bending or punching force is released. This affects the dimensional accuracy of the parts and should be compensated for during the design. Springback effects depend on the material properties and bend radius.
Design-Focused Strategies to Compensate Springback
Overbend the part slightly to match the intended final geometry.
Avoid sharp bends in materials with high springback (e.g. 7075 Aluminium).
Increase bend radius for ductile metals like copper to minimize stress concentration.
Materials like stainless steel and aluminum require larger bend radii to reduce springback.
Use lower-yield materials when tight angle tolerances are required.
Springback Compensation Formula
An approximate formula to estimate springback angle (Δθ):
Δθ = (K x R) / T
Where:
Δθ = Springback angle (degrees)
K = Material constant (between 0.8–2.0, higher for stronger materials)
R = Inside bend radius
T = Material thickness
Bend Allowance and Bend Deduction
Accurate flat pattern design depends on understanding how sheet metal behaves during bending. Two key values help calculate precise unfolded lengths:
Bend Allowance (BA)
Bend Allowance is the arc length of the bend as measured along the neutral axis. It quantifies the material that will be “used up” in the bend.
Bend Allowance Formula:
BA = A × (π / 180) × (R + K × T)
Where:
A = Bend angle (in degrees)
R = Inside bend radius
T = Sheet thickness
K = K-Factor
Bend Deduction (BD)
Bend Deduction is the amount subtracted from the total length of the flanges to get the correct flat pattern.
Bend Deduction Formula:
BD = L1 + L2 − (BA + inside bend)
Where:
L = Flange length
BA = Bend Allowance
Design Tips:
For most 90° bends, use bend tables for standard materials if formulas are too complex.
When bending high-strength alloys (e.g., 7075, 316L), expect larger BD due to springback and stress accumulation.
Always align grain direction perpendicular to the bend line to prevent cracking in aluminum and brittle steels.
Keep Wall Thickness Uniform
The thickness of the sheet metal directly impacts the bend radius and other critical bending parameters, such as V-opening, bending force, and flange length. Understanding this relationship is crucial for ensuring the quality and durability of the bend.
Maintaining uniform wall thickness ensures consistent bending behavior and prevents issues such as deformation, warping, or cracking.
Design Tips:
Maintain consistent thickness across the part.
Avoid abrupt thickness changes or ribs near bends.
If thickness changes are necessary, design gradual transitions (at least 3× sheet thickness) or use chamfers to reduce stress concentrations.
Material thickness is the key parameter for calculating V-die opening size and punch radius.
2 -Machine Tonnage and Bending Force
Every press brake has a maximum tonnage limit, and every tool requires a certain amount of force to bend a given material. Using incorrect tooling can damage both the machine and the tool.
To calculate the required tonnage (T) for air bending:
T = (k × S² × L) / V
Where:
k = material constant (1 for mild steel)
S = sheet thickness (mm)
L = bending length (m)
V = V-opening width (mm)
Check your machine’s tonnage chart or manufacturer’s guide to ensure compatibility.
3-Tooling Material and Surface Hardness
The material of the tooling itself affects its strength, wear resistance, and accuracy.
Common materials include:
42CrMo (42CrMo4): Standard tool steel with good toughness.
SKD11 / D2 steel: High hardness and wear resistance.
Hardened tool steel with HRC 55–60: Long service life for mass production.
Surface treatments like nitriding or chrome plating help reduce friction and prevent rust. Investing in high-quality materials may cost more upfront, but it saves money through longer tool life and consistent performance.
4– Select the Correct V-Die Opening
The V-die opening (V) determines the bending force and internal bending radius.
A widely used rule in sheet metal fabrication is:
V = 6–10 × material thickness (T)
For most mild steel bending operations, the Rule of 8 is commonly applied:
V ≈ 8 × T
Recommended V-Die Selection Table
Material Thickness (T)
Recommended V-Die Opening
1 mm
6 – 8 mm
2 mm
12 – 16 mm
3 mm
18 – 24 mm
4 mm
24 – 32 mm
6 mm
48 – 60 mm
8 mm
64 – 80 mm
Using an incorrect V-die can lead to excessive tonnage, poor bending accuracy, or material deformation.
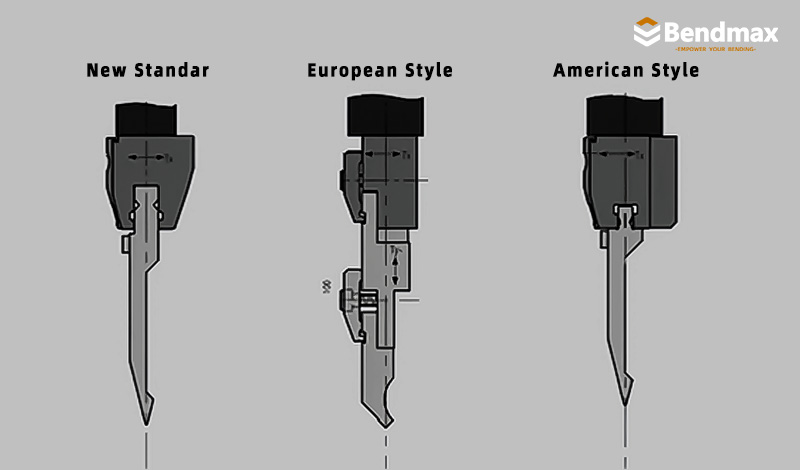
5-Select the Correct Punch Type
The upper punch determines the bending angle and whether interference occurs during forming.
Common Punch Types
Straight PunchUsed for standard sheet metal bending.
Gooseneck PunchProvides clearance for box bending and deep parts.
Acute Punch (30°)Used for acute angle bending or pre-hemming operations.
Radius PunchUsed when a controlled bending radius is required.
Selecting the correct punch geometry prevents collisions between the tool and the workpiece.
If standard moulds cannot meet your bending requirements, then you may need to consider custom moulds.
6-Consider Bending Radius Requirements
The bend radius plays a critical role in ensuring structural integrity and avoiding cracks. A too-small radius can overstress the material, especially with thicker or less ductile metals (316L or 7075). Larger radii improve formability and reduce springback, especially for materials like stainless steel and aluminum.
Design Tips:
Use a minimum internal radius of ≥ 1 × T for most ductile metals.
For harder materials, increase to ≥ 1.5 × T to prevent cracking.
Avoid specifying sharp or zero-radius bends. These concentrate stress and are likely to cause cracking—particularly in stainless steels.
If a sharp profile is required visually, use post-machining or chamfering rather than tight bending.
Maintain consistent radii across multi-bend parts to simplify tooling and reduce cost.
Check tooling limitations if designing very tight bends or complex geometries.
Typical industry recommendations:
Material
Minimum Radius
Mild Steel
R ≥ T
Stainless Steel
R ≥ 1.5T
Aluminum
R ≥ 2T
Bends: Placing Bends Next to Each Other
You should avoid successive bends except where absolutely necessary. A common problem for successive bends is the difficulty of fitting the bent parts on the die. However, when unavoidable, the intermediate part should be longer than the flanges.
Features Around Bends: Holes, Notches & Reliefs
Incorrect placement of features near bend lines can lead to deformation, stress accumulation, or tooling complications. This includes holes, slots, extrusions, and bend reliefs. Thoughtful spacing and geometry choices are essential for preserving part quality during forming.
Bending Limitations by Geometry
Respect Minimum Z-Bend Heights
A Z-bend involves two parallel bends in opposite directions, creating a Z-shaped profile.
Z-bends (offset bends) require a minimum vertical step height to accommodate the lower tool during bending. It depends on factors like material thickness, die slot width, and the specific bending process used and avoids tooling collisions or material distortion.
Design Tips:
For manufacturability, minimum Z-bend height should be ≥ 2.5× sheet thickness (T), ensuring sufficient tool clearance and structural integrity.
Maintain flange length ≥ 1.5 × T to ensure proper tool engagement.
Avoid tight Z-bends in high-strength alloys like stainless steel 316L or aluminum 7075.
Consider increasing step height beyond minimums for tight tolerances or cosmetic surfaces.
Use the material-specific guidelines in the reference tables below to determine safe step heights.
Using a punch radius smaller than the recommended value may cause material cracking during bending.
7-Check Minimum Flange Length
The flange length must be long enough to rest on the die shoulders during bending.
A commonly used formula is:
Minimum flange length ≈ 0.77 × V-die opening
Example:
If V = 20 mm
Minimum flange ≈ 15 mm
If the flange is too short, the sheet may slide into the die opening and cause inaccurate bends.
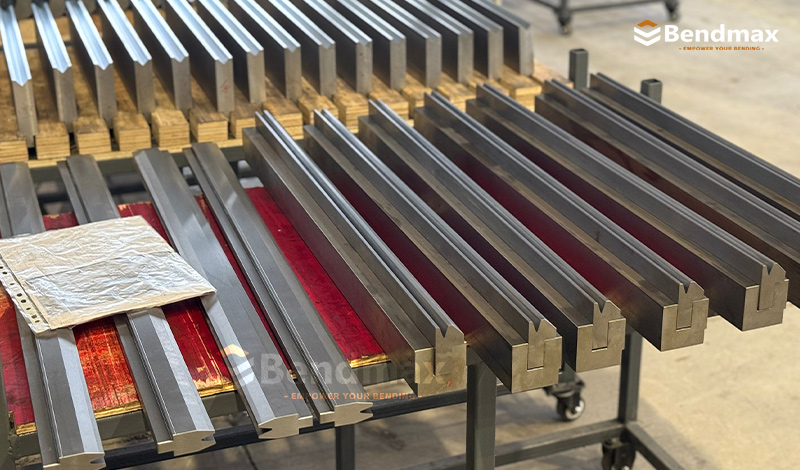
8-Decide Between Standard and Special Tooling
Most bending applications can be completed using standard press brake tooling, such as:
straight punches
gooseneck punches
standard V-dies
multi-V dies
However, complex parts may require custom tooling, including:
hemming tools
offset bending tools
corrugating tools
embossing tools
Custom tooling allows manufacturers to produce complex geometries more efficiently.
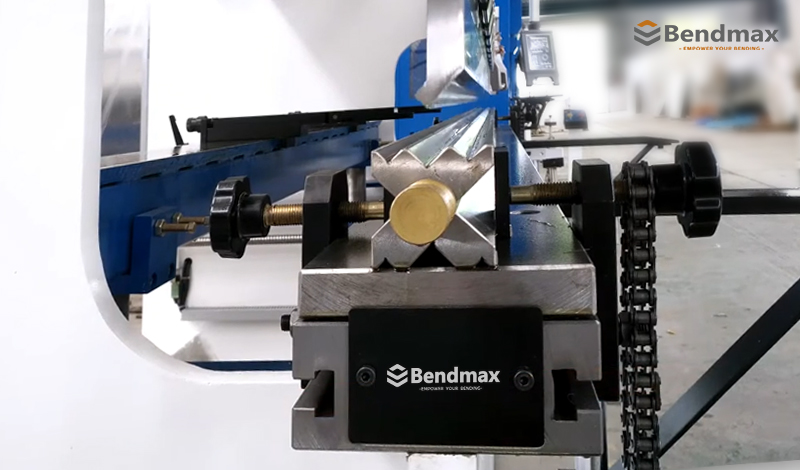
9-Set up Efficiency and Quick-Change Systems
In today’s competitive manufacturing world, downtime is expensive. Quick-change press brake tooling systems—such as WILA or Rolleri—allow operators to switch tools in minutes, rather than hours.
Benefits of quick-change tooling:
Faster setup time
Reduced operator fatigue
Higher accuracy through self-alignment
Ideal for short-run, high-mix production
If your shop performs frequent changeovers, upgrading to a precision-ground, quick-clamping system will dramatically improve throughput and efficiency.
Common Problems Caused by Incorrect Tooling
Improper tooling selection often leads to production problems such as:
inconsistent bending angles
surface scratches on stainless steel
excessive bending force
premature tool wear
difficulty forming complex shapes
Selecting the correct tooling helps eliminate these issues and ensures stable production quality.
Why Professional Tooling Selection Matters
Incorrect tooling selection may lead to several production problems:
inaccurate bending angles
material cracking
surface scratches on stainless steel
excessive tonnage requirements
shortened tooling life
Using a structured tooling selection method allows manufacturers to maintain consistent production quality and reduce downtime.
Press Brake Tooling Selection Calculator
Quick Calculation Guide for Punch and Die Selection
Selecting the correct press brake tooling can be simplified by using several commonly accepted engineering formulas. These rules allow operators and engineers to quickly estimate the correct tooling configuration for most sheet metal bending applications.
Below are the most commonly used calculation methods in the sheet metal fabrication industry.
1. V-Die Opening Calculation
The recommended V-die opening (V) is usually determined based on material thickness.
Industry Rule
V = 6 – 10 × Material Thickness (T)
For most mild steel bending applications, the commonly used rule is:
V ≈ 8 × T
Example
Material thickness = 3 mm
Recommended die opening:
V ≈ 3 × 8 = 24 mm
Recommended die:
V24 die
2. Minimum Flange Length Calculation
The flange must be long enough to rest on the die shoulders during bending.
Calculation Formula
Minimum Flange Length ≈ 0.77 × V
Example
If V = 24 mm
Minimum flange length:
0.77 × 24 ≈ 18.5 mm
This means the flange should be at least 18–19 mm for stable bending.
3. Bending Force (Tonnage) Estimation
The approximate bending force required can be estimated using the following simplified formula.
Tonnage Formula
Tonnage (kN/m) = 1.42 × σ × T² / V
Where:
σ = tensile strength of material
T = sheet thickness
V = die opening
Simplified Rule (Mild Steel)
For mild steel bending:
Approximate tonnage ≈ 8 × T² (per meter)
Example:
3 mm steel
8 × 3² = 72 tons per meter
4. Recommended Punch Radius
The punch radius should be selected based on material type and thickness.
Material
Recommended Radius
Mild Steel
R ≈ 1 × T
Stainless Steel
R ≈ 1.5 × T
Aluminum
R ≈ 2 × T
Using a punch radius that is too small may cause material cracking during bending.
5. Standard Punch Angles
Press brake punches are typically produced in standard angles to allow proper springback compensation.
Common punch angles include:
30° punch – acute bending and hemming preparation
60° punch – medium angle bending
85° punch – special applications
88° punch – standard 90° air bending
The 88° punch + 78° die combination is widely considered the industry standard for 90° bending.
Example Complete Tooling Selection
Part specification:
Material: Mild steelThickness: 4 mmRequired bend: 90°
Recommended tooling configuration:
Punch: 88° punch with R4 radiusDie: V32 die (8 × thickness)Bending method: air bending
This combination provides a stable bending angle and balanced forming force.
Bendmax Engineering Support
Although these formulas provide a quick estimation, complex parts often require professional tooling analysis.
Bendmax engineers can assist customers by:
analyzing part drawings
recommending punch and die combinations
designing custom tooling solutions for complex bending applications
This ensures reliable bending performance and improved production efficiency.
FAQ – Press Brake Tooling Selection
What is the most common V-die size for sheet metal bending?
The most common rule is V = 8 × material thickness, often referred to as the Rule of 8.
Why do most punches use an 88° angle?
An 88° punch allows compensation for material springback and helps achieve accurate 90° bending angles.
When should I use a gooseneck punch?
Gooseneck punches are used when bending box shapes or deep profiles, where a straight punch would interfere with the workpiece.
Can one tooling set bend different sheet thicknesses?
Yes. Multi-V dies allow operators to select different V openings for various material thicknesses.
Need Help Selecting Press Brake Tooling?
If you are unsure which tooling configuration is best for your application, Bendmax engineers can help analyze your part drawings and recommend the most suitable press brake tooling solution.




























 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: Privacy Policy
Wechat: Privacy Policy
 IPv6 network supported
IPv6 network supported


 English
English